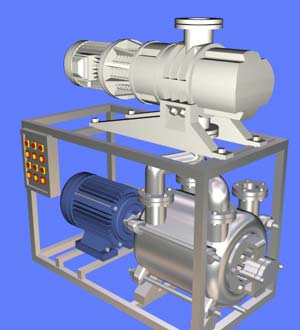
| In
case single Vacuum pumps (liquid ring pumps, rotary vane pumps) are
not suited for a certain process due to their pumping speed and / or
their ultimate vacuum, a combination with twin lobe pumps can be used.
These
Vacuum Pumping Units consist of rotary vane pump twin lobe pumps as
fore-pump and rotary vane pump or liquid ring pump as backing pump.
The fore-pump picks up oil necessary for its lubrication from the backing
pump. The exhaust from the fore - pump is connected to the suction side
of the backing pump thereby giving advantage of high pumping speed at
higher vacuum. These units are highly energy efficient and consume less
power than conventional single vacuum pumps.
|